
会员登录
MEMBER LOGIN
技术论坛
TECHNOLOGY FORUM
潮模砂流水线生产球铁桥壳 铸造工艺经验分享
发布时间:
2016-07-18 00:00
来源:
《金属加工(热加工)》
一、概述
桥壳是车桥安装主减速器、差速器、半轴及轮的装配基体,是重型汽车的关键零部件之一,且需求量大,主要有冲焊桥壳和铸造桥壳。中国重汽济南铸锻中心承担着公司铸造桥壳的生产任务,原采用简易树脂砂线生产,存在着效率低、劳动强度大,毛坯表面质量差,以及尺寸一致性差等问题。2010年投资建设桥壳潮模砂生产线,该生产线采用HWS静压线;配有型砂质量在线检测系统的爱立许强力混砂机;DISA精抛机和悬链式水帘喷漆、烤漆线;配备两台 C1210机械手用于去除浇冒口,两台160L冷芯机、砂芯存储立体库,带电磁桥式起重机与电磁配秤自动称量加料车的15t中频感应电炉、浇注机,以及自动取芯、下芯机。
该线生产HC和AC系列的载重汽车铸造桥壳,本文重点介绍AC桥铸造桥壳潮模砂铸造工艺开发的特点及经验,与大家分享。
二、AC16桥铸造桥壳的结构特点及铸造工艺设计问题
国内现有球墨铸铁桥壳潮模砂铸造工艺很多,有采用暗冒口无冷铁工艺、暗冒口加冷铁工艺,也有采用保温冒口或保温冒口加冷铁工艺等。
AC16桥壳产品结构如图1所示,重约190kg,轮廓尺寸为1558mm×419mm×276mm,材质为ZQQT-1,要求本体性能强度和延伸长率高。该桥壳轴头为一段式结构,装配简单、牢固。为减轻桥壳本身重量,板簧座两侧设计了减重空腔。这种桥壳结构的特殊性为铸件工艺设计带来很大难度,板簧座截面清晰地显示(见图2),掏空结构将板簧座的热节分散在不集中的位置,而且掏空位置需要设置砂芯,这决定了冒口无法设置在最佳补缩位置。

图1 铸件结构
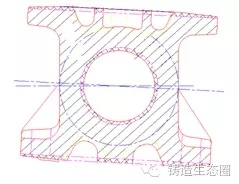
图2 板簧座截面
经过产品结构分析,结合生产线条件,设计了一箱两件整体式冷芯盒树脂砂芯的生产方案,工艺设计在板簧座两侧掏空位置使用不同结构的覆膜砂芯,冒口选用双侧暗冒口,铸造工艺布置如图3所示。
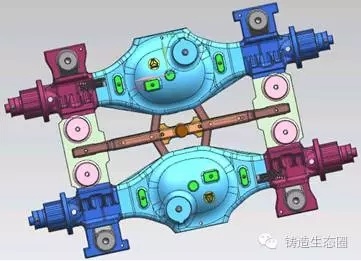
图3 工艺布置方案
工艺设计完成之后组织工装制作,通过试生产,发现该铸造工艺存在以下问题:
(1)板簧座部位存在缩松缺陷,如图4所示。

图4 板簧座宿松缺陷
(2)砂芯尺寸大,制芯效率低,生产难度大。砂芯工艺结构如图5所示。

图5 砂芯工艺结构
三、 问题分析及改进方案
品质和效率是企业生存的根本,针对试生产中发现的上述问题,先期策划小组进行了全面分析。
1. 板簧座缩松问题
对于板簧座缩松问题,分析可能两方面原因:①熔炼浇注温度过高,球化后残留镁过高。②冒口补缩效果不好。
对试生产时的浇注温度、化学成分进行分析,超过1400℃的起浇温度和超过0.07%的残留镁(质量分数)可能是造成缩松的原因。同时解剖产生缩松一侧的冒口,该侧冒口呈饱满状态,说明没有补缩效果。
综合考虑以上几种原因,我们决定将浇注温度控制在1360~1390℃,同时减少球化线喂丝量,将残留镁含量控制在0.06%以下。并针对冒口的补缩防止制订了以下三种试验方案。
方案一:两侧暗冒口更换为保温冒口。
方案二:采用板簧座缩松位置顶部放置保温发热冒口,如图6所示。
方案三:加高内侧暗冒口高度,取消外侧冒口,同时外侧配合使用冷铁,如图7所示。
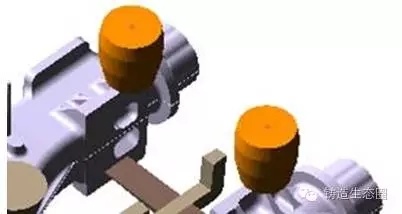
图6 顶部使用发热冒口

图7 加高冒口及配合冷铁
按照先前分析、设计的方案,分别组织每种方案的试生产验证,对每种方案生产的铸件按照同一位置解剖,解剖结果见图8。
图8 铸件解剖结果对比
2. 砂芯工艺结构改进
(1)减小砂芯尺寸的工艺设计 铸件补缩工艺改进之后砂芯上不再设置冒口,因此砂芯尺寸可以减小。参照铸造工艺设计手册内砂芯设计理论,重新计算了砂芯定位芯头所需的尺寸,将砂芯尺寸减小至180 mm×75 mm×142 mm。
(2)板簧座砂芯通用的工艺设计 桥壳板簧座两侧均有3°斜,砂芯的成形表面带有与之相配合的角度,这样给板簧座左右两侧的砂芯通用带来很大的难度。但是如果将铸件成形所需的角度设计在芯头的定位面,取代砂芯成形表面的角度,下芯之后通过芯头定位面的角度可以得到铸件的结构,这样只需将砂芯翻转,即可实现左右两侧板簧座的通用。
(3)砂芯防错结构的设计 砂芯通用之后为预防下芯错位,导致铸件结构错误的问题,通过在芯头的背面设计一凸台结构,该结构既可防止砂芯下错,又可防止砂芯因定位面的而导致的砂芯滑动。改进前后的铸造工艺分别如图9、图10所示。
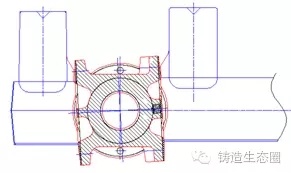
图9 改进前的铸造工艺
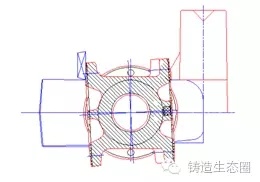
图10 改进后的铸造工艺
通过暗冒口配合外冷铁的工艺设计,铸件板簧座位置的缩松缺陷得到完全消除。砂芯工艺尺寸优化之后,实现工装工艺布置增加到一盒三件,提高制芯生产效率,减轻砂芯重量,降低了材料消耗,节约了生产成本,降低了生产难度。
结语
通过工艺设计改进,成功完成了AC16球球墨铁桥壳潮模砂流水线铸造工艺开发工作。在该工艺开发过程中试验了不同的铸件补缩方式,最终冒口配合外冷铁的补缩方式体现了对解决桥壳缩松缺陷的良好作用。而且通过砂芯工艺改进,确保了该产品的生产效率,节约了生产成本,充分体现了潮模砂流水线生产AC16球墨铸铁类桥壳的生产效率高、铸件品质高、一致性好等优点。
附件下载:

-
地址:济南市解放路134号 电话:0531-86401781 / 86952422 传真:0531-86465075
邮箱:foundry-shandong@163.com 邮编:250013
版权所有 © 山东省铸造协会 鲁ICP备2021002429号
-
提升企业形象,提高品牌知名度,增加市场份额,可向协会申请官方广告位置展示企业对应信息!
需提供:展示时间、广告图、联系人、企业名称
广告图尺寸:305*200像素 72分辨率


官方公众号