
会员登录
MEMBER LOGIN
技术论坛
TECHNOLOGY FORUM
重力铸造铝合金车轮常见表面缺陷分析及其改进
发布时间:
2017-11-14 00:00
来源:
《压铸》
(曾礼 赵建华 林建党 重庆大学)
前言:目前,国外铝合金车轮的铸造方法主要有金属型重力铸造和真空高压铸造。而国内,由于金属型重力铸造投资少、工艺成熟、生产准备周期短,因而在铝合金车轮生产中普遍采用此工艺。金属型重力铸造是利用金属液自身重量充型和补缩的一种铸造工艺,在合金液浇注及充型过程中容易产生紊流,使合金液易卷气和氧化,因此在铝合金车轮铸件中容易产生针孔、气孔及夹杂等缺陷。重力铸造通过冒口内金属液自身压力来对铸件进行补缩,补缩效果较差,铸件容易产生收缩缺陷。因此重力铸造铝合金车轮生产中,在合理设计补缩冒口的基础上,结合使用模具冷却通道、激冷块以及激冷或保温涂料,对消除或减轻车轮的收缩缺陷具有重要作用。
1 重力铸造铝合金车轮常见表面缺陷
在金属型重力铸造铝合金车轮生产过程中,常见如下一些表面缺陷:
1)气孔缺陷气孔的孔壁表面比较光滑,单个或成群分布于铸件皮下,有的也会显露于铸件表面。产生气孔的原因主要有:铝液含气量高;合金液浇注时卷入气体;铝液与涂料反应生成的气体;合金液中夹杂上附着的气体等。
2)表面缩陷缩陷的特征是铸件平滑表面上出现凹陷部分。其产生原因有:铸件局部热节大;内浇口位置不当,截面积太小;模具温度太高或太低;补缩压力太低等。
3)欠铸欠铸缺陷表现为铸件充填不完整,轮廓不清,边角残缺。其主要原因有:合金液渣、气含量高,流动性差;合金液浇注温度和模具温度过低;浇注速度过低;铸件壁太薄;浇注系统设置不当;型腔排气不良等。
4)冷隔冷隔缺陷特点为在液流对接处有接痕,其交接边缘光滑,在外力下有继续发展趋势。冷隔形成原因如下:合金液流动性差;浇口设置不合理,流程太长;充型速度太低或排气不良;合金液压力头太低等。
2 摩托车轮表面缺陷实际产生原因分析
在重力铸造摩托车轮生产过程中,产生这些表面缺陷的原因有很多,影响因素也错综复杂,往往一个缺陷并不是由于某一个原因造成的,而是多个因素的综合作用的结果。而且不同缺陷之间还可能相互作用和影响,如铝合金中的气孔、夹杂和缩松缺陷就是相互促进,互为因果的。因此在解决这些缺陷的过程中,必须要在众多因素中找出其真正产生的原因,然后才能采取对应的合理工艺措施来消除或减轻缺陷。
图1 为我公司一款铝合金重力铸造摩托车轮生产中常出现的表面缺陷,在车轮中毂上常产生气孔和表面收缩缺陷,在辐条部位则常产生欠铸缺陷。在生产过程中这些表面缺陷具有不确定性,有时因为这些缺陷造成的产品报废率高达10%以上,造成铸件质量很不稳定。为此公司组织人员对该产品铸造工艺进行了仔细的研究,以求消除或减少这些表面缺陷。

(a)中毂气孔(b)中毂收缩(c)辐条欠铸
图1 摩托车轮表面缺陷
通过大量的试验和探索,根据影响缺陷产生的诸多因素,结合实际生产过程中的工艺参数,如浇注时间、模具温度等,初步确定了现有铸造工艺条件下产生这些缺陷的原因。
1)中毂气孔产生原因分析
铝合金液采用旋转除气机精炼除气,要求铝液含气量≤0.20 ml/100gAl,通过检测,铝合金液含气量为0.16ml/100gAl,到达了技术要求,并没有超标,而且气孔基本上都分布在中毂的最高处,有的在表面,有的在很浅的表皮下,经过抛丸或机械加工后就会显露出来,而且分布也不均匀,因此判断气孔并不是由于铝液中的气体析出而产生的析出性气孔,而是外界的气体浸入铝合金液中产生的浸入性气孔。经过分析认为产生这种浸入性气孔的主要原因是浇注速度过快和型腔排气不良。在铝液浇注速度过快产生紊流而且型腔排气不畅时,型腔中的气体很容易被卷入铝液中,然后在充型过程中气体容易被液流推移至铸件上部最后充满的地方。由于金属型铸造凝固速度快,卷入的气体将难以浮出金属液和排出型腔,从而在铸件上部的表面或浅层皮下形成气孔缺陷。
2)中毂表面收缩产生原因分析
通过摸索和试验,在铝合金车轮重力铸造中,涂料厚度、合金液浇注温度和模具温度对表面收缩缺陷有较大影响,其中模具温度的影响尤为突出。在模芯温度过高或过低的情况下,都可能在车轮中毂表面产生收缩缺陷,造成表面凹凸不平。该车轮的中毂缓冲腔隔板比较薄,而中毂四周壁厚较厚,铝合金液凝固过程中,缓冲腔隔板起着补缩通道的作用,中心冒口对中毂和部分辐条的补缩都要通过隔板进行。在模芯温度过低时,铝合金液浇注后中毂隔板凝固速度比较快,补缩通道过早封闭,使中心冒口的补缩作用大大减弱,从而容易在中毂表面,特别是中毂与辐条连接之处产生收缩缺陷。如果模芯温度过高,虽然降低了隔板的凝固速度,但也会使中毂和辐条相接的热节处凝固非常慢,当其落后于隔板的凝固时间时,中心冒口也会失去补缩作用,同样会在中毂表面产生缩陷。实际生产表明,该类车轮的模芯温度在450~480℃比较合适,能使中心冒口起到比较好的补缩作用。经过测量,生产中涂料厚度、铝合金液浇注温度都符合要求,但模芯温度偏高,常在480℃以上,因此要在现有生产节拍条件下减轻表面收缩面,需要加强对模芯的冷却,降低模芯温度,加快中毂四周的凝固速度。
3)辐条欠铸产生原因分析
金属型重力铸造中,由于模具传热快、透气性能差,因此铸件壁太薄、模具和铝液浇注温度低、浇注速度快、型腔排气性能差等因素都容易引起铸件欠铸。从辐条上该缺陷表面上看其具有冷隔特征,但是该处零件壁并不薄,而且合金液浇注温度和模具温度都比较高(浇注温度720℃左右,模具温度450℃左右),因此引发辐条欠铸最可能的原因是浇注速度快和型腔排气不良。这两个因素会使铸件充型时合金液前沿型腔内压力大大增加,合金液流容易将来不及排出的气体封闭在零件局部,如零件的转角或最高处,如果该处排气不畅或不能排气,就会在该处产生大的背压,合金液不能充满,造成零件欠铸。该车轮辐条处是采用排气线进行排气,当频繁出现辐条欠铸缺陷后对排气线进行检查,发现排气线被很多铝屑堵塞,造成排气系统的排气性能大大降低。因此要解决该车轮的辐条欠铸缺陷,除了适当降低浇注速度,更重要的是经常检查和清理排气线,保证排气系统畅通。
3 铝合金车轮表面缺陷的改进措施
根据上述的探索及原因分析,对该车轮出现的表面缺陷采取了合理的改进措施,以避免或减少这些缺陷的产生。
1)中毂气孔的改进措施
车轮浇注时采用漏斗浇注,一般合金液在漏斗中的高度基本保持一致,因此合金液浇注速度主要取决于漏斗出口大小。为了降低充型速度,对漏斗进行了改进,减小了漏斗出口直径,使漏斗出口直径由原来的φ36改为φ28,如图2 所示。同时为了加强渣、气过滤和减轻液流紊流程度,漏斗下的锥形过滤网由原来的单层改为双层。
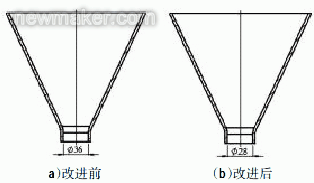
图2 浇注漏斗的改进
此外为了加强车轮中毂的排气,对模芯的排气系统进行了改进,增加模芯排气槽数量,缩短排气槽间距,从而增强了排气效果,模芯排气槽改进如图3 所示。
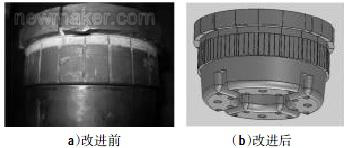
图3 模芯排气系统的改进
2)中毂表面收缩的改进措施
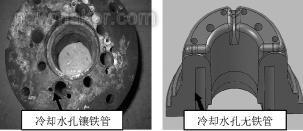
为了加强中毂模芯的冷却,在下模芯设有水冷通道。同时在下模芯上也设置了排气塞,原水冷通道孔与排气孔距离很近,壁厚仅3~5mm,使得这薄壁很快产生裂纹,为了不影响排气,在水冷孔内又镶嵌了铁管,铁管与模具之间的间隙影响了模具向冷却介质的传热性能,降低了水冷管道的冷却能力,导致模芯温度偏高,模具温度场不利于形成顺序凝固,在中毂表面容易产生收缩缺陷。因此对下模芯的排气孔和冷却孔重新进行了布置,保证两孔间的壁厚不低于10mm,取消了冷却孔内的钢管,增强了冷却能力,使模芯温度达到了合理的温度。模芯的冷却孔的改进前后如图4。
a)改进前(b)改进后
图4 上模芯的改进
3)辐条欠铸的改进措施
车轮辐条处模具粘铝产生的铝屑堵塞了排气线,严重影响了模具的排气效果,如图5。为了加强辐条部位型腔内的排气,对辐条处模具排气线重新进行线切割,清除堵塞排气线的铝屑,并对排气系统定期进行检查和清理,保证辐条处排气畅通。

图5 辐条排气系统
通过实际生产验证,以上的探索和改进是正确而有效的。改进后该车轮的气孔、毂面收缩和辐条欠铸缺陷大大减少,产品废品率降到4%左右,并且质量比较稳定。
4 结语
通过对铝合金重力铸造车轮的中毂气孔、中毂收缩和辐条欠铸缺陷产生原因的探索和分析,找出了引发缺陷的原因:浇注速度过快和模芯排气不畅造成中毂气孔;模芯温度过高引发中毂表面收缩;辐条排气线堵塞,排气不畅导致辐条欠铸。根据这些原因对工艺、模具采取了相应的改进措施,减少了此类表面缺陷的产生,提高了铸件合格率。
(来源《压铸》)
附件下载:

-
地址:济南市解放路134号 电话:0531-86401781 / 86952422 传真:0531-86465075
邮箱:foundry-shandong@163.com 邮编:250013
版权所有 © 山东省铸造协会 鲁ICP备2021002429号
-
提升企业形象,提高品牌知名度,增加市场份额,可向协会申请官方广告位置展示企业对应信息!
需提供:展示时间、广告图、联系人、企业名称
广告图尺寸:305*200像素 72分辨率


官方公众号