
会员登录
MEMBER LOGIN
技术论坛
TECHNOLOGY FORUM
风电铸件表面夹杂的成因分析及预防措施
发布时间:
2013-09-04 00:00
来源:
何文东
(浙江佳力风能技术有限公司,浙江杭州311241)
摘要:根据相关理论分析和生产实践,系统总结了风电铸件表面夹杂的成因和预防措施。从造型材料、一次熔渣、二次氧化渣三方面分析了夹杂物的形成原因,提出了一些切合生产实际的预防措施,并通过生产实践证明了这些措施的有效性,可为国内同行提供借鉴。
关键词:风电铸件;夹杂物;预防措施
中图分类号:TG250.6 文献标识码:B 文章编号:1001-4977 (2013) 07-0694-03风电铸件对外观质量及内部致密性的要求都非常严格,并且严格禁止焊补,外观不能有可见的渣气孔及夹砂缺陷;在满足壁厚要求的前提下,如果有此类缺陷,必须打磨去除,除不掉的铸件必须报废。表面夹杂一方面降低了铸件的外观品质、力学性能;另一方面由于打磨增加了劳动成本,延长了交货期。表面缺陷增加了铸件废品产生的机率,目前是各个铸造厂的技术难点。风电部件除了常规检验以外,每个铸件都要做低温冲击试验、超声波检验和磁粉检验。同时,风电铸件属于大断面铁素体球铁铸件,由于加入了Mg 和RE,凝固时间长,容易产生二次氧化渣和石墨畸变等缺陷。风电铸件表面的气孔、砂眼、渣孔等大部分可以消除,但是二次氧化渣是不能完全消除的,其是铸件表面微裂纹的来源。每个铸件表面都要做磁粉检验。目前判断表面缺陷合格与否,普遍采用磁粉探伤ENI369 标准,高应力区和关键部位满足2-3 级,一般区域满足3-4 级,超出标准之外为不合格。
鉴于大断面铁素体球墨铸铁件的特殊性,完全避免表面夹杂是不可能的,但是可以采取一些措施,尽量减少表面缺陷的产生。在大型风电铸件里,夹杂主要有三方面因素造成:造型材料、一次熔渣、二次氧化渣。以下就这三部分分析了缺陷的成因及对策。
1 造型材料
1.1 型砂
铸型型腔中砂子的来源非常广泛,只要是砂型铸造,避免不了有夹砂缺陷的产生。但只要采用合理的工艺,加上操作者精心操作,夹砂缺陷是可以减少的。型芯强度要高,型砂质量要好。轮毂及底座类铸件属于厚大铸件,铁液凝固时,会产生非常大的石墨化膨胀力,因此要求型芯强度要足够高。一般大件24h 抗拉强度要达到1.0~1.2 MPa。砂型强度太低,一方面会产生型壁位移,产生缩孔、缩松缺陷,另一方面会产生粘砂、铁包、冲砂缺陷。在现场最直接的量化控制手段是用砂型硬度计检测型芯表面硬度,大
件达到90°以上视为合格。除了按工艺要求加入合理的树脂和固化剂,造型操作时特别要注意紧实。大件生产,在放砂时必须有4-5 人一起操作,进行表面紧实操作。紧实和不紧实,型芯强度的差距很大。有条件的铸造厂要上振实台,造型制芯时采用振实台振动紧实代替人工紧实,振实过后的砂型强度完全可以达到使用要求,并可以降低树脂的加入量,节约成本。还要做好再生砂质量的检验工作,发现异常及时纠正,保证型砂质量稳定。笔者所在工厂生产的轮毂表面曾经产生过很严重的麻孔现象,分析原因发现型砂质量指标都严重超标,含泥量和灼减量都很高,为了提高强度,不得不提高树脂固化剂加入量。从而型砂中的硫含量大大增加,与铁液中的镁发生反应,产生大量二次氧化渣。通过对设备的修理,使型砂质量恢复到正常指标,降低树脂固化剂加入量,轮毂的表面麻孔现象自然消失。
1.2 涂料
涂料质量要好,注意涂刷质量。风电铸件型芯通常都采用锆英粉复合涂料或者纯锆英粉涂料,一方面表面质量好,减少脉纹,提高表面光洁度,另一方面可以增强型芯表面的强度,提高耐火度,不粘砂,不冲砂,降低铸件表面夹砂缺陷。涂料层厚度适中,大件控制在0.5~0.8mm,过厚容易脱落造渣,过薄容易粘砂,一般涂刷两遍。涂料使用前必须测量波美度,达到工艺规定的范围,及时搅拌。涂刷过的型芯和瓷管内,必须对涂料堆积处进行清理,尤其是瓷管和浇道内,涂刷时可以用废旧报纸或者木塞塞入瓷管内。特别注意冷铁上的涂层不能过厚,一般用稀涂料涂刷一遍即可,否则会成片脱落造成铸件夹杂。
1.3 工艺设计
工艺设计时要计算铁液进流速度,大件多采用底注式。轮毂和底座浇注时间都在100s左右,有些厂家采用慢浇的件浇注时间达到3~5 min,对铸型的冲击力非常大,容易产生冲砂。铁液的进流速度,一般不能高于2 m/s。铁液进流方向最好正对壁厚处,不要冲击砂芯。
1.4 冷铁
使用合格的冷铁,严格限制冷铁使用次数,一般控制在5 次以内。使用次数过多,冷铁激冷能力下降,而且容易产生渣气孔缺陷。要确保冷铁表面的光洁度,不能有锈蚀及孔洞。冷铁棱角要清晰,否则会与砂型接触不牢固,产生表面夹砂。冷铁边缘与砂型接触的浮砂要打磨掉。
关于冷铁管理要注意几点:首先冷铁要编号,建立电子版冷铁库,对编号形状规格做出规定。工艺设计时根据冷铁库里的类型选择使用,尽量选用通用冷铁,特殊形状处可以设计随形冷铁。现场操作按工艺文件规定的冷铁号来使用冷铁。这样可以减少冷铁的种类,有编号识别也清晰,不会放错或者乱放。其次对冷铁的使用次数做标记,铸件开箱时要有专人收集冷铁,并做出标记,使用5 次以后就要及时废弃。做到以上两点冷铁管理起来就顺畅一些。
2 一次熔渣
一次熔渣的来源主要有炉衬、包衬、聚渣剂、孕育剂、球化剂、预处理剂等。这些材料如果使用不当很容易造渣,因此必须采用一些预防措施,杜绝这些夹杂物进入铸型型腔。
(1)按浇包使用次数,按时修包,清包。每日要清理包衬上的铁釉子、夹杂物等,修补包衬。达到使用次数的浇包,要按时重新打结包衬,保证包衬光洁,无过多杂物。炉口也要每天进行修补。
(2)如果采用中频炉熔炼,炉内过热至1 510℃,时间5 min,在炉内扒一次渣;高温出铁,出炉温度控制在1 450℃以上,用干净生铁在包内降温。这样各种渣子容易上浮,扒渣扒得干净些。
(3)浇注时采用浇口塞,浇口盆要足够高,并使用挡渣板。铁液浇满浇口盆后,再拔塞,使渣子充分浮到上面。
(4)工艺设计合理的浇注系统,利用浇注系统挡渣,过滤片慎重使用。开放式设计比例一般采用1:2:2,半封闭式采用1:2:0.8。经过研究证明,这种比例能起到最佳的挡渣效果。横浇道末端设置集渣包,内浇道如果使用瓷管,瓷管与横浇道连接采用过道,而不能直接放置在横浇道下部。中小件可以使用过滤片,大件用过滤片很危险,进流慢,如果渣很多的话容易堵塞而浇不进,并有冲碎的可能。
(5)球化剂和孕育剂要保持干燥,粒度合适。潮湿的球化剂和孕育剂会影响球化和孕育效果,使其不能完全熔化,容易造渣。
3 二次氧化渣(镁渣)
镁渣一般在球化后和型内产生。表面镁渣不但影响外观质量,如果产生在高应力区和加工面,将会对力学性能产生不利影响,力学性能会下降30%。做超声波检验时,通常会有底波消失的情况出现,这就是镁渣吸收声波所造成的,一般用户都不接受这种情况。做磁粉检验时,会发现很多微裂纹,就是镁渣形成的。
3.1 球化反应机理[1]
Mg+O→MgO (1)
Ce+O→CeO (2)
Mg+S→MgS (3)
Ce+S→CeS (4)
2Mg+SiO2+O2→Mg2SiO4(有时生成Mg2SiO3) (5)从上述化学反应式可以看出,镁渣主要由MgO、CeO、MgS、CeS、Mg2SiO4 组成。因此,生产中总是将S、O 控制在足够低的水平。在保证球化质量的前提下,也总是把Mg 和稀土的含量控制得尽量低。
3.2 预防镁渣措施
(1)残留镁(残留镁量+残留稀土量取决于铸件壁厚):一般铸件残余镁量控制在0.03%~0.05%;如果残余镁量大于0.06%,会产生大量熔渣,而且铁液白口倾向大,产生更多的缩松。
(2)残留稀土:一般控制在0.01%~0.02%,适量的稀土可以中和生铁中的有害元素,但过高的稀土会产生絮状石墨,厚大件的稀土含量应比薄壁件控制得低一些。
(3)硫含量:球化前小于0.02%,球化后控制在0.006%~0.012%;过高的硫会消耗过多球化剂,产生更多的渣子,并产生回硫现象,过低的硫会使铁液次级核心减少,冶金质量下降。
(4)氧含量:不易量化控制,只能要求严格按工艺流程执行,原材料选用一致。
(5)紊流:大件设计尽量采用底注,内浇道流速小于2 m/s。
(6)孕育剂:干净,没有氧化,控制合适的孕育量和颗粒度,防止造渣。
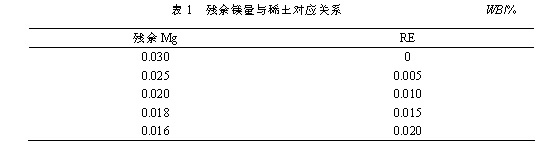
3.3 残余镁量的控制
表 1 为欧洲在研究残余镁与稀土加入量关系[1]。要获得球状石墨的最低残余镁含量为0.03%(不加稀土的情况下),加入稀土的情况下残余镁含量比0.03%要低,就可以达到完全球化的目的。厚壁件的稀土量要比薄壁件低。为保险起见,我们可以把风电铸件中的残余镁量控制在0.03%~0.05%,稀土含量结合国内生铁质量实际状况,控制在0.01%~0.02%。
3.4 改进方向
3.4.1 熔炼方面的改进
(1)改进球化方式,逐步降低球化剂加入量,从而降低残余镁量。有些厂的残余镁量一般在0.06%以上,偏高,造成镁渣多,铁液缩松倾向大。可以采购一些干净的小块废钢片覆盖球化剂,延缓球化反应激烈程度,提高镁吸收率,降低球化剂加入量。目前我厂的球化剂加人量已经减少到1%以下。
(2)进行在球化后和浇注前以及铸件本体的镁残留量的对比检测试验,校验镁量损失量,为下一步制定铸件的合理镁残含量提供数据支持。
(3)中频炉熔炼最好保证过热温度1 510℃,控制保温时间5 min,并在炉内扒渣,目的可以细化晶粒,除渣,使铁液干净。
3.4.2 原材料方面
(1)主料的供应商要稳定,生铁、球化剂、孕育剂、涂料、型砂、树脂、固化剂等。
(2)对原材料定期检测,并将现在已经认识到的各种微量元素都要纳入到检测范围。
3.4.3 造型工艺及操作方面
(1)浇注系统设计方面要充分考虑挡渣效果。设计时要充分考虑液体的流动问题,主要是避免液体在浇注系统内的紊流现象。轮毂底座一般采用开放底注式。目前很多厂家所采用的披缝浇口符合这一原则,但需要注意的是披缝浇口处的型砂强度,防止冲砂和碎砂的产生。
(2)涂料的涂刷质量应重点监控,要改变可有可无的观念;在涂料达到一定厚度时,特别容易脱落,尤其是冷铁面上的涂料,控制涂料的涂刷厚度是关键。可以购买检测涂料层厚度的仪器。
(3)过程操作方面应严格检查,对于直浇道错偏严重或者涂料堆积的不能浇注,否则会严重影响浇注时间和进流速度,造成冲刷铸型、紊流,引起夹渣、夹砂、气孔等缺陷。
4 结束语
通过造型材料、一次熔渣、二次氧化渣三方面的缺陷成因分析,并采取切合实际的预防措施,我厂生产的风电铸件外观质量良好,没有产生严重的表面夹杂现象,顺利通过客户验收,已经为国内各主机厂配套生产了几千套合格铸件。
(摘自:《铸造》)
附件下载:

-
地址:济南市解放路134号 电话:0531-86401781 / 86952422 传真:0531-86465075
邮箱:foundry-shandong@163.com 邮编:250013
版权所有 © 山东省铸造协会 鲁ICP备2021002429号
-
提升企业形象,提高品牌知名度,增加市场份额,可向协会申请官方广告位置展示企业对应信息!
需提供:展示时间、广告图、联系人、企业名称
广告图尺寸:305*200像素 72分辨率


官方公众号