
会员登录
MEMBER LOGIN
技术论坛
TECHNOLOGY FORUM
我国铝合金消失模铸造的发展趋势
发布时间:
2013-06-14 00:00
来源:
消失模铸造技术发展到今天趋于完善,普遍受到世界各国企业及科研人员的关注。在欧美,日本等一些发达国家广泛投入工业生产,并取得不小的收益,而我国一些企业虽然也建立了消失模铸造生产线,并取得了一定经济效益与社会收益,但我国消失模技术仍存在许多需要探索的课题,尤其我国有色合金的消失模铸造技术与欧美等国家相比存在不小差距。笔者着重分析国内外铝合金消失模铸造技术的发展现状及我国铝合金消失模技术的关键,我国在铝合金消失模铸造技术仍然有很大的发展空间。
1 发展现状
我国对实型铸造的开发与研究始于1960 年代,几乎与国外同时起步。于1970 年代末具备试生产条件,发展至1980 年代己初具规模,与此同时消失模铸造也在登上了中国舞台。经过几十年诸多科研工作者的研发,逐渐形成了具有中国特色的消失模铸造技术。我国消失模铸造的铸件多集中在铸铁件与铸钢件,铸铝件不到0.5%,在百吨左右徘徊。然而欧美等发达国家对消失模技术的研发要较我国先进,消失模铸造不仅在应用于黑色金属领域,而且对铝合金的消失模铸造技术也趋于成熟,成功攻克了铝合金消失模铸造技术的难题。国外铝合金消失模铸造技术较我国铝合金消失模铸造技术要成熟,已广泛应用于工业生产。在欧洲,1993 年德国宝马汽车公司开始建设1 条年产20 万只各种规格铝合金气缸盖的消失模生产线,于1995 年5 月正式投产,成品率高达90%以上,每天生产约1,500 个铝合金气缸盖。1986 年通用汽车在Massena 建成另一条大批量的消失模制模和浇注生产线,为Chevrolet 生产铝合金缸体、缸盖。随后通用汽车在肯塔基州的Greenfield 建成为Saturn 配套的消失模铸造线,生产铝合金缸体缸盖、球铁曲轴和壳体件,确定了其在消失模领域龙头老大的地位。
随着汽车行业的迅猛发展,美国铝合金消失模铸造也逐渐占据不可或缺的地位,据2007年数据显示,美国有消失模铸造企业近百家;其中,铸铝20 余家,铝合金消失模铸件产量达到15 万t,超过美国消失模铸钢、铸铁的总量(13 万t)。在消失模铝合金产量中,应用于汽车行业的约占总量的96%。以下图片为近期美国在铝合金消失模铸造方面取得的成就。图1 为Mercury Castings 公司生产的船艇发动机铝合金6 缸缸体和缸盖,该产品荣获AFS 铸件金奖。图2 为Willard Industries 公司开发复杂铝合金铸件,其铸件外观质量可与金属型铸造件媲美。图3、图4 为Irish 公司生产的铸件,其中2001 年生产的医疗X 射线发生器上的363 铝合金散热片(质量为1.4kg,尺寸为381mm#50mm#50mm),该铸件荣获2001 年全美铸件精品奖(如图3)。2003 年该公司生产家庭取暖和热水器燃气喷嘴,尺寸为203mm#3 8mm,质量为1.35kg,材质为A356 铝合金的。铸件内腔为环形空壳结构,211 个喷焰通孔(r3.2mm#8.6mm)全部铸造而成,大大提高了生产效率(如图4)。该产品于2004 年获得AFS 铸件精品奖。

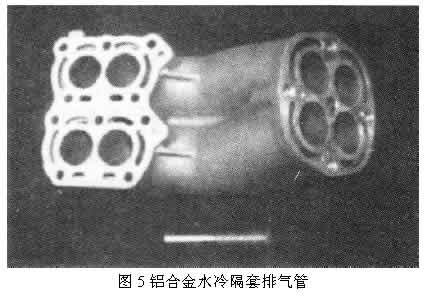
与美国铝合金消失模的发展相比,我国在这方面逊色些,但近几十年我国一些国营及民营企业在铝合金消失模的技术的发展上取得了显著成绩,其中2007 年陕西法士特集团铸造公司自制2 条年产万吨的全自动消失模铸造生产线,该生产线除浸涂模样,放置模样造型与浇注等少数工序有人工操作完成外,其余工序均采用PLC 自动控制,是目前国产消失模铸造生产线中机械自动化水平最高的生产线,基于2 条生产线的成功投入生产并取得较好效益,该公司于2009 年又建立了3 条全自动生产线,其中1 条为引进国外主要设备建成的全自动铝合金消失模铸造生产线,大大加快了我国铝合金消失模铸造的发展步伐,尽快与国际接轨。温州瓯海实型铸造有限公司2007 年在上海特种铸造及有色合金展览会上展出的铝合金水冷隔套排气管获得专家好评,荣获铸件金奖(如图5)。虽然我国消失模铝合金铸件产量较少,不过从铸件的重量及复杂程度看都具有较高的生产技术,相信不久的将来我国消失模铝合金铸造同样会取得骄人的成绩。
2 铝合金生产工艺现状
与欧美等国家相比,我国铝合金消失模铸造还有很多的不足。我国中小型铸造企业积极探索铝合金消失模铸造内在规律,争取早日追上欧美等国家。国外自1960 年代就开始,针对消失模铸造的原材料及关键设备和技术,对不同珠粒材料预发、发泡成形模样质量的影响,涂料工艺性能和工作性能的评定和控制等做了大量深入细致研究工作,这是国外在消失模铸造方面取得如此大成绩的保障。如美国Alabama,Missouri,WPI 等大学为美国铝合金消失的发展做出了很大贡献。
我国铝合金消失模铸造为了紧实铸型、利于排气,促使塑料模样气化,降低塑料材料的的发气量,提高砂箱内液态合金的流动性,故采用负压造型及负压浇注,但当负压浇注时,会增大金属液的穿透性,易使铸件表面产生针刺、粘砂等缺陷。而国外通常采用负压造型,正压浇注。由于铝合金浇注温度比铸铁低得多,浇注时泡沫模样的消失主要是液化,其液态产物由涂料渗出,气体量较少,这就决定了浇注时可以不抽真空,稍抽真空,或在砂箱上不铺塑料薄膜抽真空。为提高消失模铝件的致密度和气密性,1991 年法国提出加压凝固Castyral技术并申请了专利。美国Vulcan 公司买断该专利,并在美国Mercury Castings 应用。Castyral工艺即是在常压下浇注铝合金后,迅速将压力容器盖扣紧,快速建立150psi,保压15min。用Castyral 工艺生产缸体、缸盖,铸件质量得到显著改善。
铝合金消失模铸造模样现阶段普遍采用聚苯乙烯泡沫材料( EPS)制作。聚苯乙烯模样性能是影响消失模铸造过程的最重要因素之一,聚苯乙烯模样在高温液态合金的作用下,将发生一系列的物理化学变化,其与液态合金流动前沿形成大量分解产物,因而形成一个气隙,该气隙对合金液的流动、传热及传质有复杂影响。聚苯乙烯模样性能是影响消失模铸造过程的最重要因素之一,气化潜热,发气性及分子量。当聚苯乙烯分子量增加时,其机械性能及耐热性增加,线收缩量也随之减小和稳定,故在条件允许的情况下,希望增加其分子量,但如果过大会使模样气化吸热以及热解产物对合金液充型过程产生不利影响,从而降低合金液的充型能力及铸件质量。模样的表面平整度与尺寸精度直接影响铸件的表面质量,故在模样制作过程中要严格控制。在铝合金消失模薄壁件铸造中,摸样的制作并保证其质量一直是个难题,而美国消失模铝合金企业多采用Styrochem 公司专为消失模铝合金生产的聚苯乙烯泡沫材料小珠粒,预发均匀,全自动控制成型,真空脱水定型,泡沫模样表面质量高,尺寸精度高。模样的成形工艺及成形装备也很重要。Teubert 公司在己现有设备基础上不断加强模样成型工艺的研究,积极进行成形设备关键部件的改进。另外日本古久根株式会社、衣川铸铁株式会社所用模片组合胶带纸是专业厂家提供,薄而有韧性,浇注后铸件表面几乎看不到结合的痕迹,而我国在这方面很随意。
日本古久根株式会社、衣川铸铁株式会社所用涂料均都是只浸涂一层,涂层厚度为0.8~l.0mm,涂层过厚,则会影响透气性、容易开裂剥落并延长涂层烘干时间。要获得合格铸件,涂层厚度应尽可能降低,即采用薄层涂料,研究表明,为保证铸件表面质量,宜在消失模模样上刷涂一层表面光泽涂料。而我国一般都是浸涂2 次(层),厚度一般在0.5~3mm 范围内。另外涂料在浸涂和烘干时不带有浇注系统,从而提高了浸涂工序的效率与烘房的利用率。铝合金浇注温度较黑色金属浇注温度低,模样反应后多为液化产物,且通过涂料渗出,故所需涂料要有良好的保温性,相比较透气性要求不高。美国Littleton H 等对涂层透气性的测试方法和及其作用进行了研究。一般认为,片面提高涂层的透气性,尽管液态合金的充型能力提高了,但却恶化了铸件的表面质量。
3 结束语
国内外铸造工作者对铝合金消失模技术进行了大量研究,取得了许多成果,铝合金消失模技术在国内外已经广泛用于工业化,观察我国与国外发达国家铝合金消失模技术的差距,主要集中在模样的材料制作,合金熔炼,涂料选择及工艺,浇注工艺等方面。我国应在以下几个方面来完善铝合金消失模铸造技术:提高泡沫模样的内在质量,降低其发气量,减少残留物,另外更应注重其表面质量,以减少铸件的缺陷及提高其表面光洁度;涂料的选择同样对铸件质量有很大影响,应努力开发或提高涂料质量,提高其保温性能,保证其合适的透气率,与此同时要保证原砂流动性;另外应认真对待铝合金熔炼,只有铝液质量高才可以得到性能良好的铸件,目前,在铝合金熔炼中添加稀土材料普遍得到广大学者的重视;同样关注细节,发挥特色,提高整体水平特色,可以达到节省原辅材料、节约能源、提高效率和铸件质量的目的。逐步减小与国外的差距。近几年我国铝合金消失模铸造已经初步实现规模化、高水平化,取得了很大的成绩,为国内众多中小型企业创造了一定的经济收益和社会利益,在汽车工业迅猛发展今天,在今后5 年乃至10 年,铝合金消失模技术仍是我国铸造技术发展的重点,随着铝合金消失模技术的完善,该技术目前及未来最大的应用市场在中国。
附件下载:

-
地址:济南市解放路134号 电话:0531-86401781 / 86952422 传真:0531-86465075
邮箱:foundry-shandong@163.com 邮编:250013
版权所有 © 山东省铸造协会 鲁ICP备2021002429号
-
提升企业形象,提高品牌知名度,增加市场份额,可向协会申请官方广告位置展示企业对应信息!
需提供:展示时间、广告图、联系人、企业名称
广告图尺寸:305*200像素 72分辨率


官方公众号