
会员登录
MEMBER LOGIN
技术论坛
TECHNOLOGY FORUM
铸铜表面堆焊,很专业!
发布时间:
2016-03-30 00:00
来源:
1. 概述
堆焊是采用焊接方法将具有一定性能的材料熔敷在工件表面的一种工艺过程。其目的与一般焊接方法不同,不是为了连接焊件。而是在焊件表面获得耐磨、耐热、耐蚀等特殊性能的熔敷金属层,或恢复工件因磨损或加工失误造成的尺寸不足,这两方面的应用在表面工程学中称为强化与修复。
(1)堆焊的特点
堆焊层与基体金属的结合是冶金结合,结合强度高,抗冲击性能好。一般堆焊层的厚度较大,可在2~30mm 内调节,更适合于严重磨损的工况,同时节省成本,经济性好。当工件的基体采用普通材料制造,表面用高合金堆焊层时,不仅降低了制造成本,而且节约大量贵重金属。同时若在工件维修过程中,合理选用堆焊合金,对受损工件的表面加以堆焊修补,可以大大延长工件寿命,延长维修周期,降低生产成本。
(2)堆焊技术的分类
堆焊技术是熔焊技术的一种,因此凡是属于熔焊的方法都可用于堆焊。按实现堆焊的条件,常用堆焊方法可分为: 氧乙炔火焰堆焊、焊条电弧堆焊、钨极氩弧堆焊、熔化极气体保护电弧堆焊、埋弧堆焊、等离子弧堆焊、电渣堆焊。
(3)堆焊技术的应用
首先,恢复工件尺寸堆焊,由于磨损或加工失误造成工件尺寸不足,是厂矿企业经常遇到的问题。用堆焊方法修复上述工件是一种很常用的工艺方法,修复后的工件不仅能正常使用,很多情况下还能超过原工件的使用寿命,因为将新工艺新材料用于堆焊修复,可以大幅度提高原有零部件的性能。
其次,耐磨损、耐热、耐腐蚀堆焊。磨损和腐蚀是造成金属材料失效的主要因素,为了提高金属工件表面耐磨性和耐蚀性,以满足高温等的工作条件要求,延长工件使用寿命,可以在工件表面堆焊一层或几层耐磨或耐蚀耐热层。就是将工件的基体与表面堆焊层选用具有不同性能的材料,制造出双金属工件。由于只是工件表面层具有合乎要求的耐磨、耐蚀等方面的特殊性能,所以充分发挥了材料的作用与工作潜力,而且节约了大量的贵重金属。
2. 铸铜冷却水套表面的堆焊
铜冷却水套是一种高导热埋管式铸铜冷却构件,广泛应用于有色金属冶炼行业中各种有色金属的熔炼设备中。它包括壁体、进、出水管道、冷却管。由于铜冷却水套长期工作于高温、高腐蚀的坏境中,因此对于铜冷却水套的壁体表面的耐热耐腐蚀性要求非常高。而铸铜冷却水套壁体的材质为T2,为了节约成本,我公司决定在水套壁体上堆焊耐磨、耐热、耐蚀的熔敷金属层。
堆焊焊接的技术难点关键在于:堆焊材料的选择以及堆焊工艺方案的制定和堆焊焊接过程的控制。堆焊材料是堆焊时形成或参与形成堆焊合金层的材料,例如所用的焊条、焊丝、焊剂和气体等。每一种材料只有在特定的工作环境下,针对特定的焊接工艺才表现出较高的使用性能,了解和正确选用堆焊材料对于能否达到堆焊的预期效果有着极其重要的意义。
(1)堆焊方法的选择
堆焊的物理本质、冶金过程和热过程的基本规律与一般焊接技术基本上是相同的。但是,堆焊的主要目的是保证堆焊层的合金成分与性能,而不是为了连接,因此堆焊技术有其自身的特点。堆焊方法的种类很多,几乎所有用于焊接的熔焊方法都可用于堆焊。只有正确地选择堆焊方法,加上合理地选用堆焊材料,才能达到理想的效果。
由于焊条电弧堆焊的生产效率低、劳动条件差、稀释率高。当工艺参数不稳定时,易造成堆焊层合金的化学成分和性能发生波动,同时不易获得薄而均匀的堆焊层。而熔化极气体保护电弧堆焊成本低,生产率高,并且无清渣过程,可见度好。
因此特浇注后水套表面堆焊从堆焊层的性能和质量要求及堆焊件的结构特点和经济性三方面考虑应选择熔化极惰性气体保护焊MIG焊的堆焊方法。
(2)堆焊焊接工艺及焊接过程
第一,焊前准备:堆焊工件表面不得有气孔、夹渣、包砂、裂纹等缺陷,如有上述缺陷须经补焊清除后再粗车方可堆焊。如果堆焊表面有油和水分,可用气焊焊炬进行烘烤,并用钢丝刷清除。本浇注合格后的水套堆焊表面需经加工后,再对待堆焊表面进行堆焊。
第二,焊前预热:利用自制加热炉进行整体加热(见图1)。加热炉由加热炉壳体(箱式焊接体)、远红外线加热片(6kW/组;共2组,即12kW)、加热炉电源(选择500A交流弧焊机电源)组成。
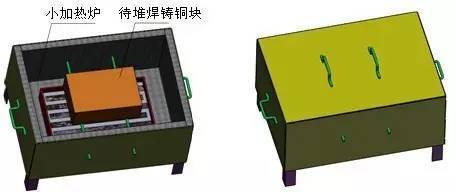
图1
将带堆焊的铸铜块放置于小加热炉内,调整好位置,然后覆盖加热炉炉盖,打开电源开关进行送电加热。750~800℃加热1h后,打开加热炉盖利用测温枪进行温度检测,当温度加热至表750~800℃温度后,保持加热状态,准备施焊。
第三,焊接设备:由于水套表面堆焊前需预热到750~800℃再进行堆焊,焊接环境十分恶劣,因此我们采用自动式机器人进行MIG焊接, 设备选用米加尼克Sigma500数字化逆变脉冲MIG焊机,1.8m臂长焊接机器人。利用自动切割机器人,将机器人的手臂最前端夹持的割炬更换为MIG焊枪装置,调整位置并固定好,利用耐热石棉布缠绕包缚好机器人的手臂和焊枪,成为自动MIG焊接机器人。
改造焊枪点火起弧开关,设置外接控制线和启动开关,将焊枪点火起弧开关通过引线实现手动遥控。焊前,焊枪不点火。程序员对机器人进行电脑编程,调整焊枪移动速度,将
焊接轨迹过程进行编程并存储。然后按编好的程序,实施机器人轨迹焊前预演(见图2),检查程序及焊枪轨迹走位情况;各项调整好后,准备施焊。
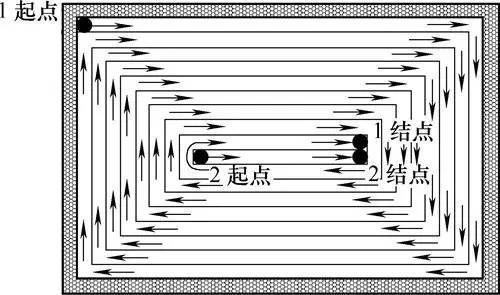
图2
(4)焊接材料及工艺参数的选择
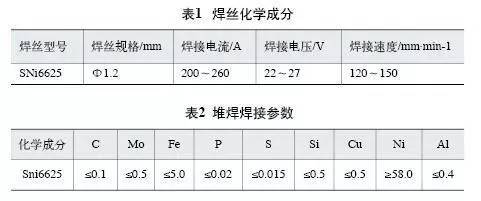
由于水套表面对耐腐蚀、耐热和抗高温氧化的性能要求较高,因此选择焊丝SNi6625镍铬钼合金镍基焊丝。其化学成分如表1所示,焊接参数如表2所示。
(5)焊接过程
焊接部位炉盖敞开,未焊部位仍覆盖炉盖。焊枪点火起弧,按事先编制好的程序进行堆焊焊接。将整体表面面积焊接,形成焊缝堆焊,堆焊层数为2层,应保证焊后焊缝堆焊的高度约5mm。
堆焊时焊接顺序连续性焊接第1层(焊缝高约2.5mm)。相邻焊缝应进行覆盖重叠焊缝宽度的1/2,焊接方式如图3所示。应适当调高电压,以使堆焊表面覆盖更好。
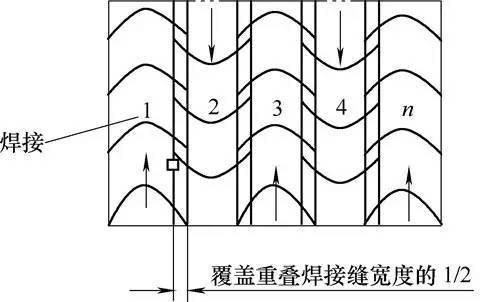
图3
此次堆焊过程中,每隔2min利用测温枪进行测温,测温位置位于铸铜块表面尚未进行堆焊的待焊部位,如果温度低于施焊温度,则停止施焊,覆盖好加热炉炉盖,当加热温度达到后施焊温度后,继续施焊。
堆焊后的缓冷,将加热炉盖板盖在加热炉上,也可适当补充加热,覆盖好加热炉盖,使已焊完的工件随炉冷却至室温,如图4所示。
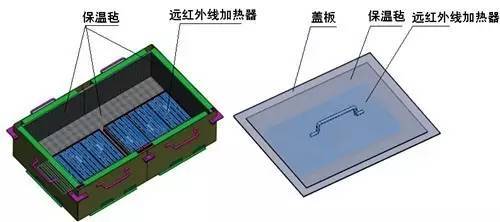
图4
3. 结语
铸铜冷却水套表面的堆焊,必须选择合适的预热温度,控制焊接过程中的层间温度,采用熔化极气体保护电弧堆焊的焊接方法,选用镍铬钼合金镍基焊丝,正确运用焊接技术,采取焊后热处理,这样才能保证堆焊层的性能及使用要求。
附件下载:

-
地址:济南市解放路134号 电话:0531-86401781 / 86952422 传真:0531-86465075
邮箱:foundry-shandong@163.com 邮编:250013
版权所有 © 山东省铸造协会 鲁ICP备2021002429号
-
提升企业形象,提高品牌知名度,增加市场份额,可向协会申请官方广告位置展示企业对应信息!
需提供:展示时间、广告图、联系人、企业名称
广告图尺寸:305*200像素 72分辨率


官方公众号